

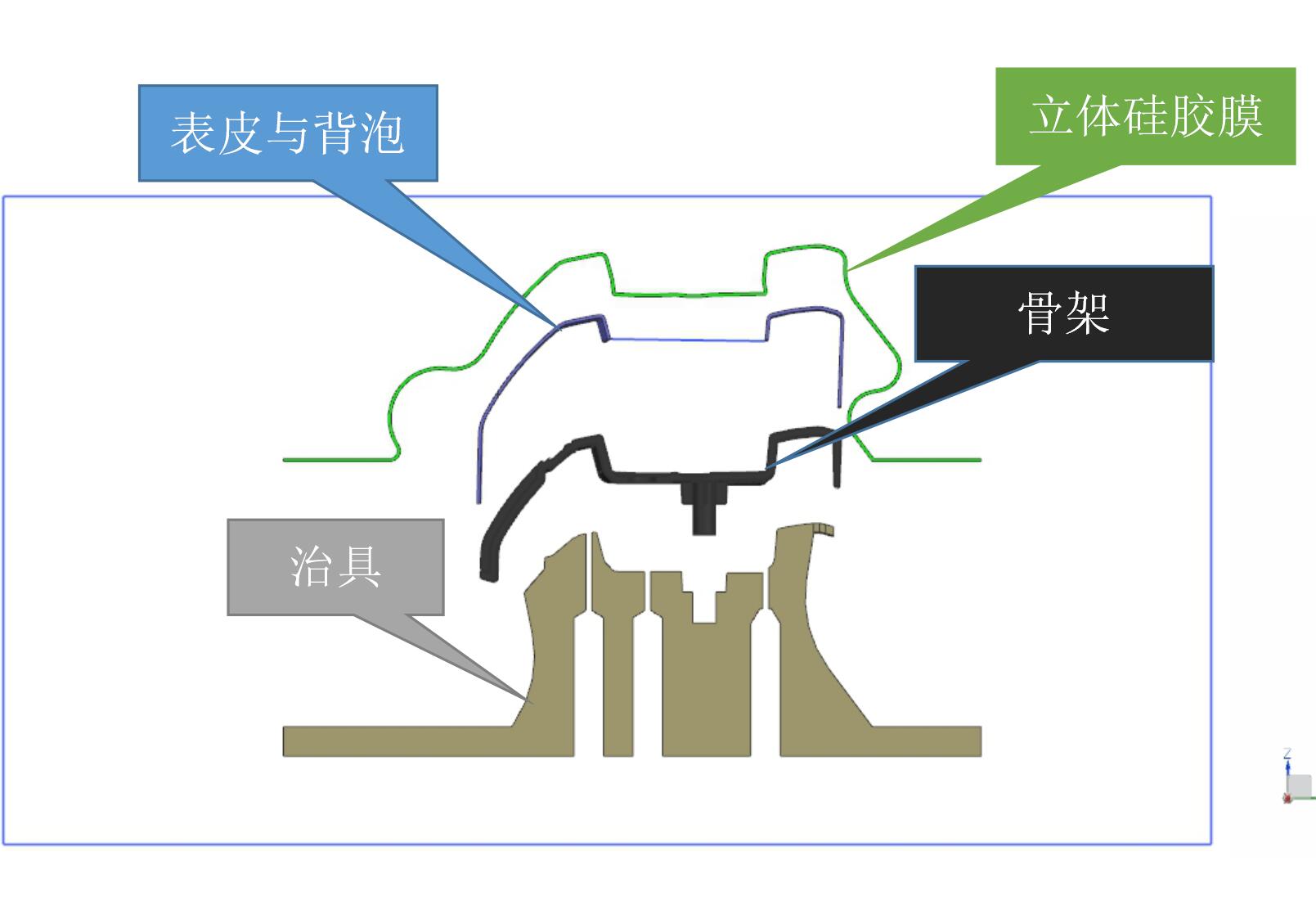
所谓真空成型,真空包覆,自带真空活化功能是指依靠真空负压将塑料骨架或模具与加热的表皮之间抽成真空状态,造成表皮上下产生压差,从而使紧紧贴覆在塑料骨架或模具表面成型的方法。真空成型需要真空活包覆工装固定骨架,才能得以准确的完成真空吸覆。
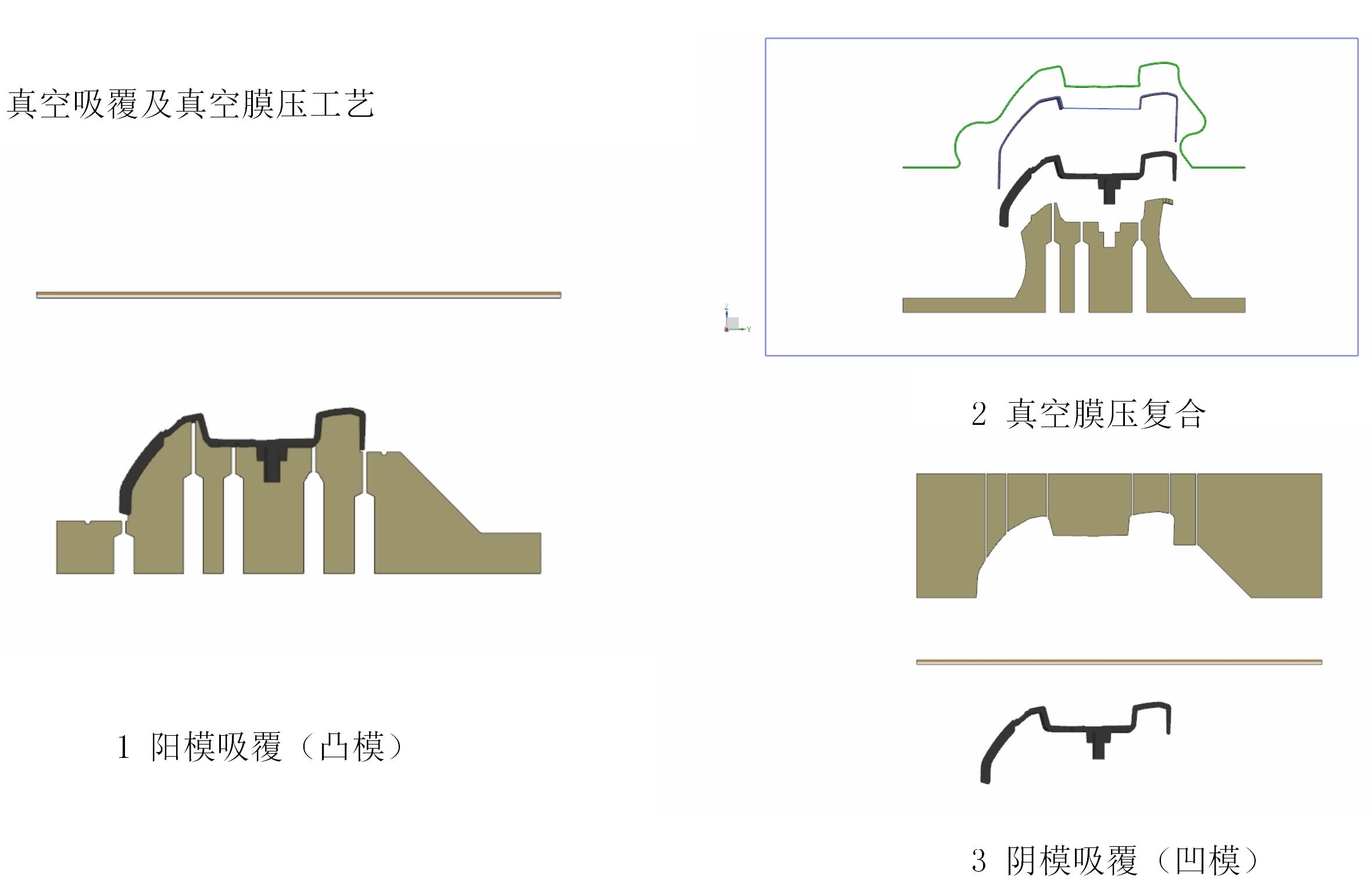
单阳模真空成型 单阳模真空成型又称凸模真空成型,覆盖真空成型或真空成型。其工艺过程是塑料片材用夹框夹紧后加热,抽真空的小孔在凸模型面上,表皮软化后,夹框下移或凸模上移,使表皮被拉伸,至夹框与凸模周边接触而密封后,凸模抽真空,压差使表皮贴覆在凸模表面上成型。经冷却定型,修整后得到制件。
加压成型条件
加压成型也称气压成型或压缩空气成型。它是依靠空气压缩机将受软化的表皮加压,拉伸,使其紧贴在模具表面,冷却定型后成为制品的方法 上述真空成型,由于真空泵所能形成的真空度不足0.1mpa,而工业上所能达到的真空度仅为0.069~~0.088mpa,实际差压仅为0.01~~0.03mpa,所以真空成型或制件形状复杂的制品,成型压力就嫌不足,会造成制件成型不良,轮廓不清表皮拉伸过大,甚至根本无法成型,若采用加压成型因空气压缩机的压力很容易达到0.3~0.6mpa,一般即使取0.35mpa差压约0.25mpa也可以实现较厚及形状复杂制件的成型,而且气压成型速度快,约为真空的3倍以上。