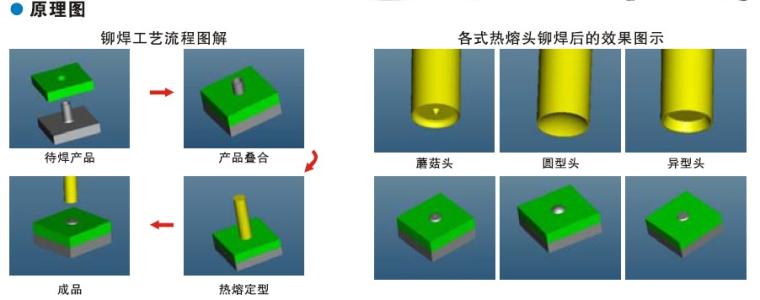
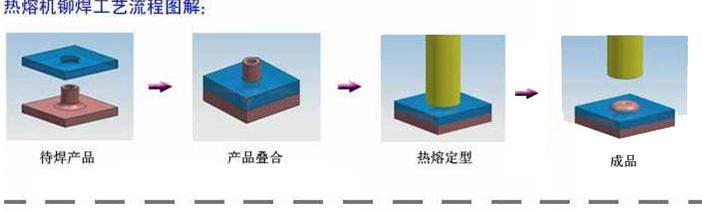
热铆热熔焊头规格很多,有热熔螺母,热埋螺母,热熔BOSS柱、有热熔扁租筋等,大部分热熔焊头都用黄铜做焊头,特点传热快,冷却也快,很高的防粘性,冷却得好不会拉丝的现象。

1、热熔热铆焊接头的材质
目前铆头常选用铍青铜,加工后的铆头热处理后要达到HRC58-62度。热处理后的铆头需要抛光,这样可保证铆接后的零件的光洁度。
2、热熔热铆焊接头的有效长度
铆头的有效长度是指一端插入铆座后漏出外面的长度。铆接机的型号不同,所配的铆头的长度也不同,铆接机主轴都是带有一定的角度的,通常为4°有的3°或者5°,主轴的中心线与铆头的中心线有一个交点,这个交点决定了铆头的长度,所以说制作铆头时,铆头的有效长度不能随意改变,铆接时零件质量不能保证还损坏设备。

3、热熔热铆焊接头的形状(几种常用铆头)
①平铆头
铆接机出厂时标准配置的铆头一般为平铆头,
制作平铆头时,铆头的端面直径大于所需铆接后的直径0.5-1mm即可,平铆头铆出的零件形状不是平的,略带点弧型,如果要求铆接好的表面是平的,要将铆头的下端面加工成一个带一定角度的面,这个角度就是主轴的角度。
②半圆形铆头
加工半圆形铆头时,在铆头的有效长度再加半圆深度的一半尺寸,半圆开口尺寸要大于要求的尺寸0.3mm,深度要浅于要求成型高度0.3mm,并且端面外圆要倒角,这样铆接时不会插伤零件的表面。
③翻边铆头

加工翻边铆头时,端面一定要有一个导向定心,导向定心的长度一般1mm左右(空芯可以略长,半空芯不能太长),其直径比铆钉的孔径小0.2mm—1mm,导向长度后的直径比铆钉孔径打0.5mm,圆弧开口直径比成型直径要大0.2mm圆弧深度比成型尺寸浅0.2mm,端面外圆要倒角,铆接时以免擦伤工件。