汽车门板表皮真空吸覆新技术
一 技术领域
汽车门板上装饰件、中嵌板、下护板等用真空吸覆成型,适用于车门上饰板或仪表台PVC-PPF/TPU-PPF与塑料骨架的覆合。新技术改善表皮拉伸后发亮与增强包覆贴合度。
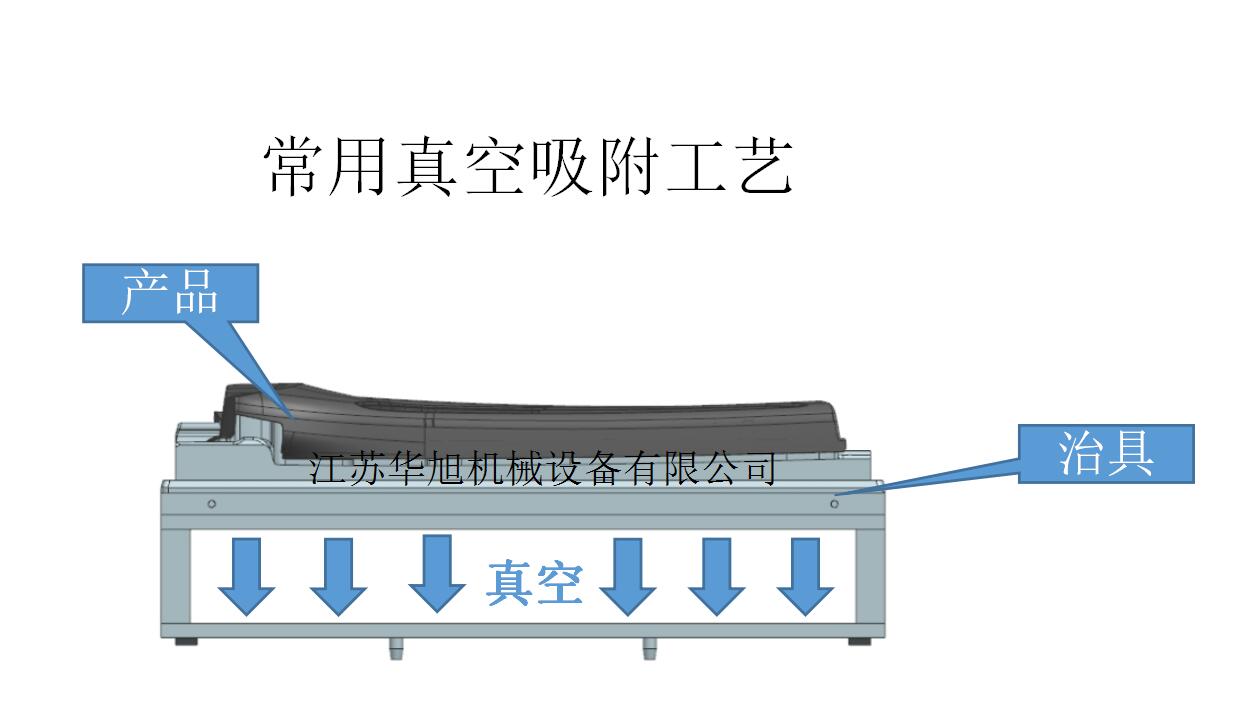
二 现有技术
在现有技术领域通常采用下模真空成型,这样就有一定的技术风险及缺陷。比如在吸附较高产品时表皮拉伸比较严重。为了减少拉伸常规办法是利用辅助上模让局部降低拉伸,这样一来产品上会有上模压痕的风险,而且产品较高的侧面皮文拉伸比较大。严重有吸破,发亮现象,如果降低温度局部又吸不到位。
三 新技术推进
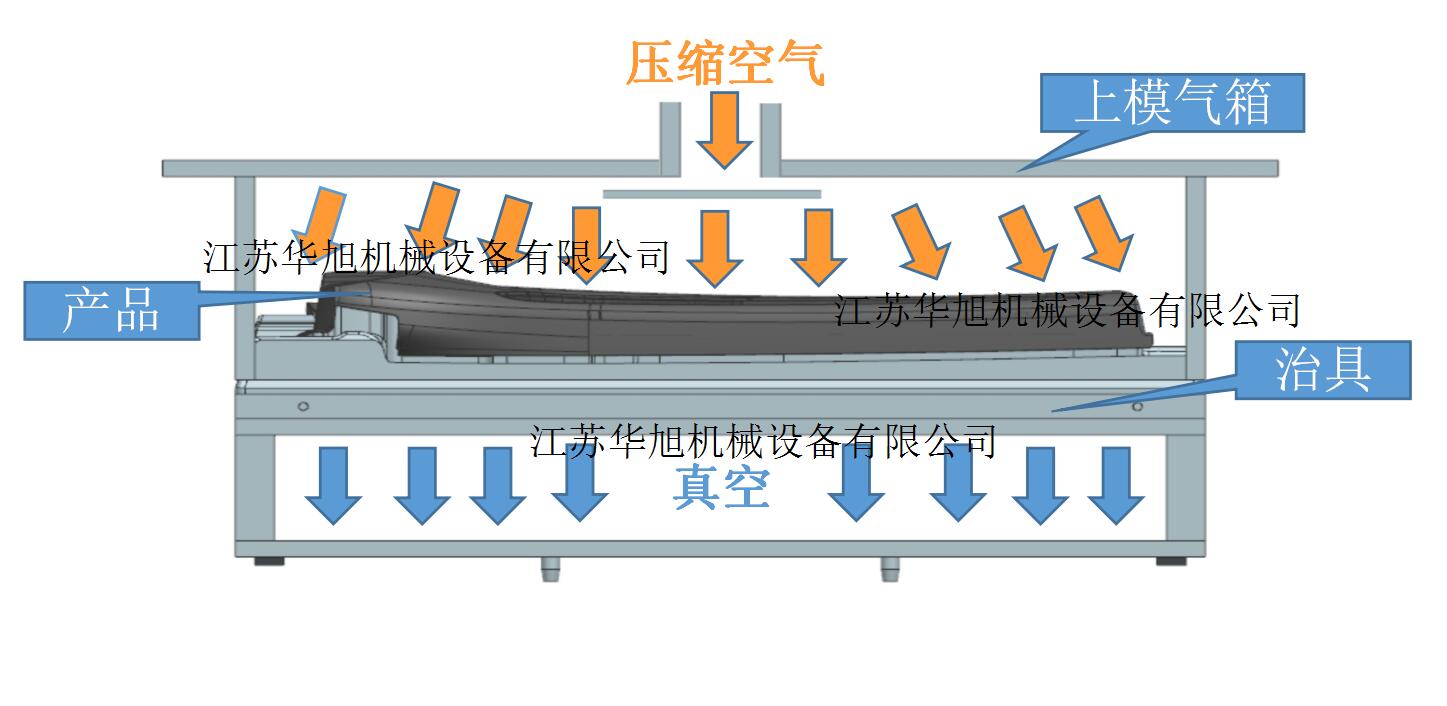
增压技术非常到位的解决了这些难题,在低于热变形情况下,上模增加一个密封的气罩利用压缩空气增压技术加大成型压力,这样一来对皮纹的拉伸是非常有利。特别较高的产品,比如夹角、尖角的地方没有出现发亮现象。而且辅助上模气罩对于其他类型的模具都具有通用性。降低了辅助上模成本。
加压成型也称气压成型或压缩空气成型。它是依靠空气压缩机将受软化的表皮加压,拉伸,使其紧贴在模具表面,冷却定型后成为制品的方法 上述真空成型,由于真空泵所能形成的真空度不足0.1mpa,而工业上所能达到的真空度仅为0.069~~0.088mpa,实际差压仅为0.01~~0.03mpa,所以真空成型或制件形状复杂的制品,成型压力就嫌不足,会造成制件成型不良,轮廓不清表皮拉伸过大,甚至根本无法成型,若采用加压成型因空气压缩机的压力很容易达到0.3~0.6mpa,一般即使取0.35mpa差压约0.25mpa也可以实现较厚及形状复杂制件的成型,而且气压成型速度快,约为真空的3倍以上。